Hin fullkomna handbók um tréborvélar: Nákvæmni, kraftur og afköst í faglegri trévinnslu
Borar fyrir trésnífur eru hápunktur sérhæfðrar borunartækni fyrir trévinnu. Ólíkt hefðbundnum snúnings- eða spaðborum eru borar með einstaka spíralhönnun sem leiðir rusl upp á við og býr til einstaklega hrein, djúp göt með lágmarks fyrirhöfn. Frá húsgagnasmiðum til hurðauppsetningar treysta fagmenn á þessa bora fyrir verkefni sem krefjast nákvæmni í dýpt, þvermáli og frágangi - hvort sem það er að smíða tengi, leggja raflögn í gegnum bjálka eða setja upp sívalningslaga læsingar.
Kjarnaverkfræði og eiginleikar
1. Ítarleg flautuhönnun og skurðargeómetría
- Fjölrifjaútgáfa: Fyrsta flokks borborar eru með 3-4 spírallaga rifum (grópum) sem virka eins og færibandakerfi og kasta viðarflögum upp á við á skilvirkan hátt. Þetta kemur í veg fyrir stíflur í djúpum holum (allt að 300-400 mm) og dregur úr hitamyndun. Einrifjaútgáfur henta mýkri viðartegundum, en 4rifjaútgáfur eru frábærar í harðviði eða plastefni.
- Skrúfuoddstýring: Sjálfvirkur skrúfuoddur á oddinum dregur borinn inn í viðinn, kemur í veg fyrir að hann reiki og tryggir nákvæmni í holunni frá fyrstu umferð. Þetta er ólíkt spaðborum sem krefjast mikils þrýstings og reka oft af stað.
- Spurskeri: Hvassar brúnir á jaðri borsins skera viðartrefjarnar hreint áður en aðalhlutinn lyftir efninu, sem leiðir til flísarlausra inn- og útgangshola - sem er mikilvægt fyrir sýnilegan viðarklæðningu.
2. Skaftverkfræði fyrir afl og eindrægni
- Yfirburðir sexhyrningslaga skafta: Yfir 80% nútíma borhola nota 6,35 mm (1/4″) eða 9,5 mm (3/8″) sexhyrningslaga skafta. Þessir læsast örugglega í hraðskiptanlegum spennum (t.d. höggskrúfujárnum) og koma í veg fyrir að skaftið renni til við mikið tog. SDS og kringlóttir skaftar eru enn sérhæfðir valkostir fyrir sérhæfðar borvélar.
- Styrkt kraga: Háspennulíkön eru með þykkum stálkraga undir skaftinu, sem kemur í veg fyrir beygju við ákafa borun í þéttri eik eða hlyn.
3. Efnisfræði: Frá HSS til karbíðs
- Hraðstál (HSS): Iðnaðarstaðallinn fyrir jafnvægi á milli kostnaðar og endingar. Heldur skerpu allt að 350°C og þolir 2–3 sinnum endurbrýnslu. Tilvalið fyrir almenna trésmíði.
- Hákolefnisstál: Harðara en HSS en brothættara. Best fyrir borun í miklu magni í mjúkviði þar sem brúnin er mikilvægari en höggþol.
- Karbítbein: Með lóðuðum wolframkarbít skurðbrúnum til að bora í slípiefni, lagskipt tré eða frosið timbur. Enst 5–8 sinnum lengur en HSS en á þreföldu lægra verði.
Tafla: Samanburður á efni í borholu
| Efnisgerð | Best fyrir | Borunarlíftími | Kostnaðarþáttur |
|---|---|---|---|
| Hákolefnisstál | Mjúkviður, mikið magn af vinnu | Miðlungs | $ |
| Hraðstál (HSS) | Harðviður, blandað efni | Hátt | $$ |
| Karbíð-oddi | Samsett efni, slípiefni | Mjög hátt | $$$$ |
Tæknilegir kostir umfram hefðbundnar bitar
- Dýptargeta: Borvélar bora allt að 10 sinnum þvermál sitt (t.d. 40 mm bor → 400 mm dýpt) án þess að festast — óviðjafnanlegt með Forstner- eða spaðaborum.
- Hraði og skilvirkni: Skrúfuoddurinn togar í borinn 2–3 sinnum hraðar en snúningsborvél og sker 25 mm djúp göt í harðvið á innan við 5 sekúndum með borvél sem snúið er við 1.000 snúninga á mínútu.
- Nákvæmniþol: Iðnaðargæða bor (t.d. ISO9001-vottaðir) halda þvermáli innan ±0,1 mm, sem er mikilvægt fyrir uppsetningar á tappa eða lásum. Ósamræmi bor (t.d. 1″ bor með 7/8″ snúningi) bila í stýrðum jiggum, en bor með raunverulegu 1:1 hlutfalli ná árangri.
- Flöguhreinsun: Flötur fjarlægja 95%+ af rusli, sem dregur úr núningi og kemur í veg fyrir að „eldað við“ sviðni í holum dýpri en 150 mm.
Tæknilegar upplýsingar og valleiðbeiningar
Stærðarstaðlar
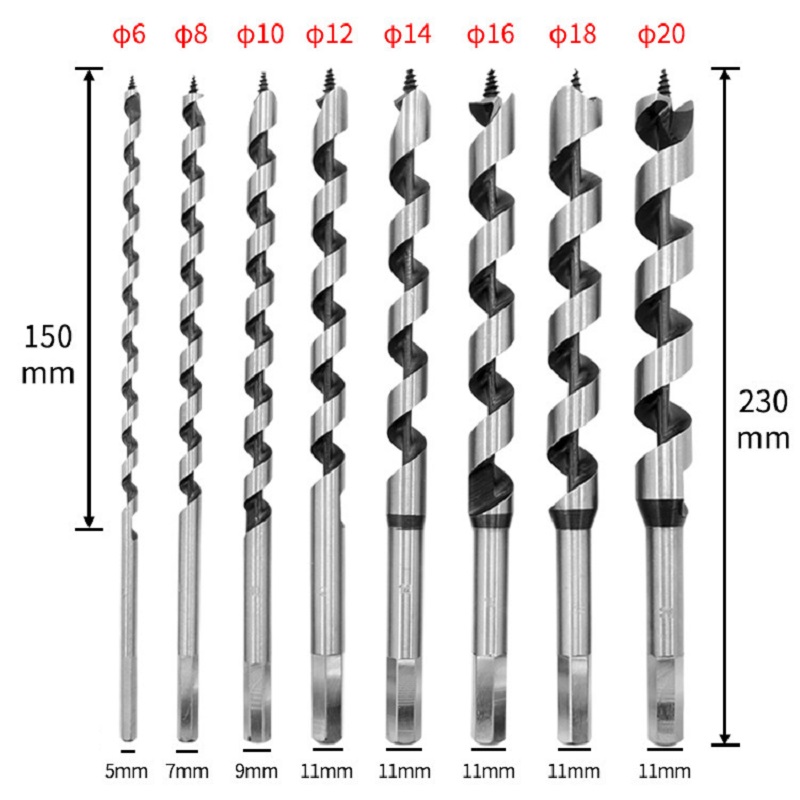
- Þvermál: 5 mm–100 mm (verkefnasértækt):
- 6–10 mm: Dypplingar, rafmagnsleiðslur
- 15–40 mm: Lásasílindrar, pípulagnir
- 50–100 mm: Burðarbjálkar, stórt timburverk
- Lengdarnámskeið:
- Stutt (90–160 mm): Skápar, hurðarlásgöt
- Langt (300–400 mm): Timburgrind, djúpar grindur
Húðun og yfirborðsmeðferðir
- Svart oxíð: Minnkar núning um 20% og eykur væga tæringarþol. Staðlað fyrir HSS bor.
- Björt pússuð: Slétt yfirborð lágmarkar viðloðun plastefnis í furu eða sedrusviði. Algengt í matvælaöruggum notkun.
- Títanítríð (TiN): Gulllituð húðun fyrir fjórfalda slitþol; sjaldgæft í borholum vegna kostnaðar.
Tafla: Skaftgerðir og samhæfni
| Skaftgerð | Samhæfni verkfæra | Togmeðhöndlun | Notkunartilfelli |
|---|---|---|---|
| Sexkants (6,35 mm/9,5 mm) | Höggskrúfjárn, hraðskrúfjárn | Hátt | Almennar framkvæmdir |
| Hringlaga | Hefðbundnar tannréttingar, handborvélar | Miðlungs | Fín trésmíði |
| Öryggisblað-plús | Snúningshamrar | Mjög hátt | Borun í tré með innfelldum nöglum |
Raunveruleg notkun og ráðleggingar frá fagfólki
- Uppsetning hurðarláss: Notið bor með 2,5 cm þvermál (með 2,5 cm snúningi) fyrir lásgöt. Forðist spaðabor — þau rífa út brúnir á hurðarlás og skekkja djúpt.
- Timburbygging: Paraðu saman 32 mm bor, 12″–16″ langa, við borvélar með miklu togi (≥650 Nm) fyrir handriðsstólpa eða bjálkavið. Bættu paraffínvaxi við rifurnar þegar borað er í resínríkt tré.
- Húsgagnasmíði: Fyrir tappasamskeyti skal velja bor sem eru 0,1 mm breiðari en tappasamskeytin til að leyfa líminu að þenjast út.
Gæðatrygging og vottanir
Leiðandi framleiðendur fylgja ISO 9001 stöðlunum og staðfesta hörku (HRC 62–65 fyrir HSS), víddarnákvæmni og álagsprófanir. Snúningsbitar gangast undir úrtaksprófanir til að tryggja að snúningsstyrkur fari yfir 50 Nm.
Niðurstaða: Ómissandi vinnuhestur í trésmíði
Borar fyrir trésnífur sameina aldagamlar vélrænar meginreglur og nútíma málmvinnslu. Bætt flísafrásun þeirra, dýptargeta og nákvæmni gera þær ómissandi fyrir fagfólk sem metur hraða án þess að fórna gæðum. Þegar þú velur bor skaltu forgangsraða vottuðum HSS- eða karbítborum með sexhyrndum sköftum og fjölrifnum hönnun - fjárfestingar sem skila sér í gallalausum árangri og styttri niðurtíma verkstæðis.
Birtingartími: 26. júlí 2025